




 Камень пустотелый
390х190х188 мм
до 1 300шт/ч
Камень пустотелый
390х190х188 мм
до 1 300шт/ч
 Плитка тротуарная
200х100 мм кв. м
до 108 м2/ч
Плитка тротуарная
200х100 мм кв. м
до 108 м2/ч
 Камень бордюрный
1000×300×150 мм
до 360 шт/ч
Камень бордюрный
1000×300×150 мм
до 360 шт/ч



- Высота формируемых изделий: 30-300 мм
- Размеры поддона для формования: 1300х750х50 мм
- Установленная мощность: 71 кВт
- Масса: 10 850 кг
- Длина: 10 000 мм
- Ширина: 5 800 мм
- Высота: 5 500 мм
- Режим работы: автоматический
- Информация о предоплате: Предоплата 100%
 РБУ 1100-СДА-24
7 788 000 Р
с учетом НДС 22%
Подробнее
РБУ 1100-СДА-24
7 788 000 Р
с учетом НДС 22%
Подробнее
 Модуль цветного слоя
474 000 Р
с учетом НДС 22%
Подробнее
Модуль цветного слоя
474 000 Р
с учетом НДС 22%
Подробнее
 Поддоны фанерные
по запросу Р
с учетом НДС 22%
Подробнее
Поддоны фанерные
по запросу Р
с учетом НДС 22%
Подробнее
 Силос цемента СЦ-26
645 000 Р
с учетом НДС 22%
Подробнее
Силос цемента СЦ-26
645 000 Р
с учетом НДС 22%
Подробнее
 Автоматическая система перевозки поддонов
6 046 000 Р
с учетом НДС 22%
Подробнее
Автоматическая система перевозки поддонов
6 046 000 Р
с учетом НДС 22%
Подробнее

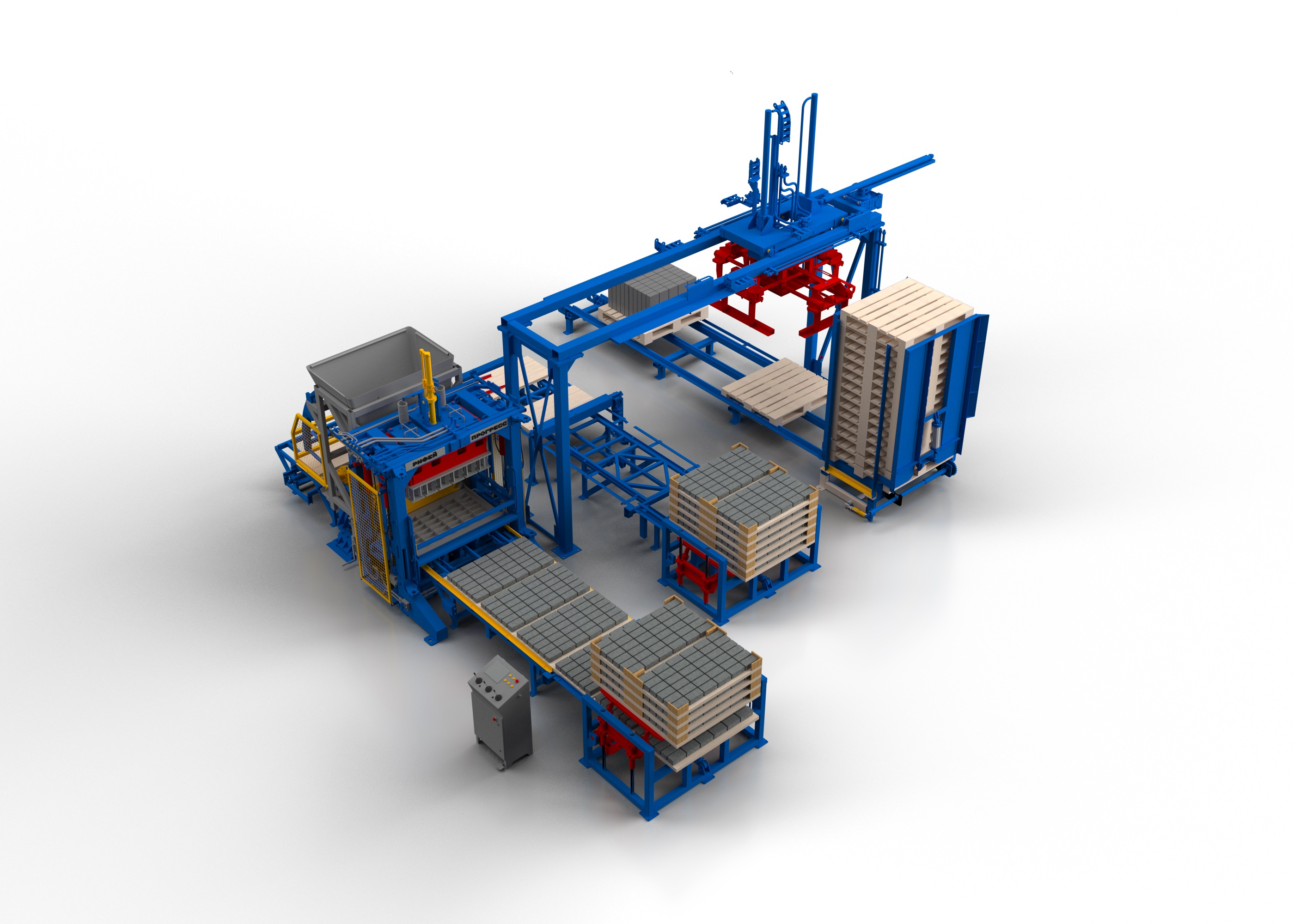
2. Маслостанция формующего блока
3. Пульт управления формующим блоком - Автомат
4. Модуль загрузки смеси с шиберным ящиком
5. Модуль подачи поддонов с магазином
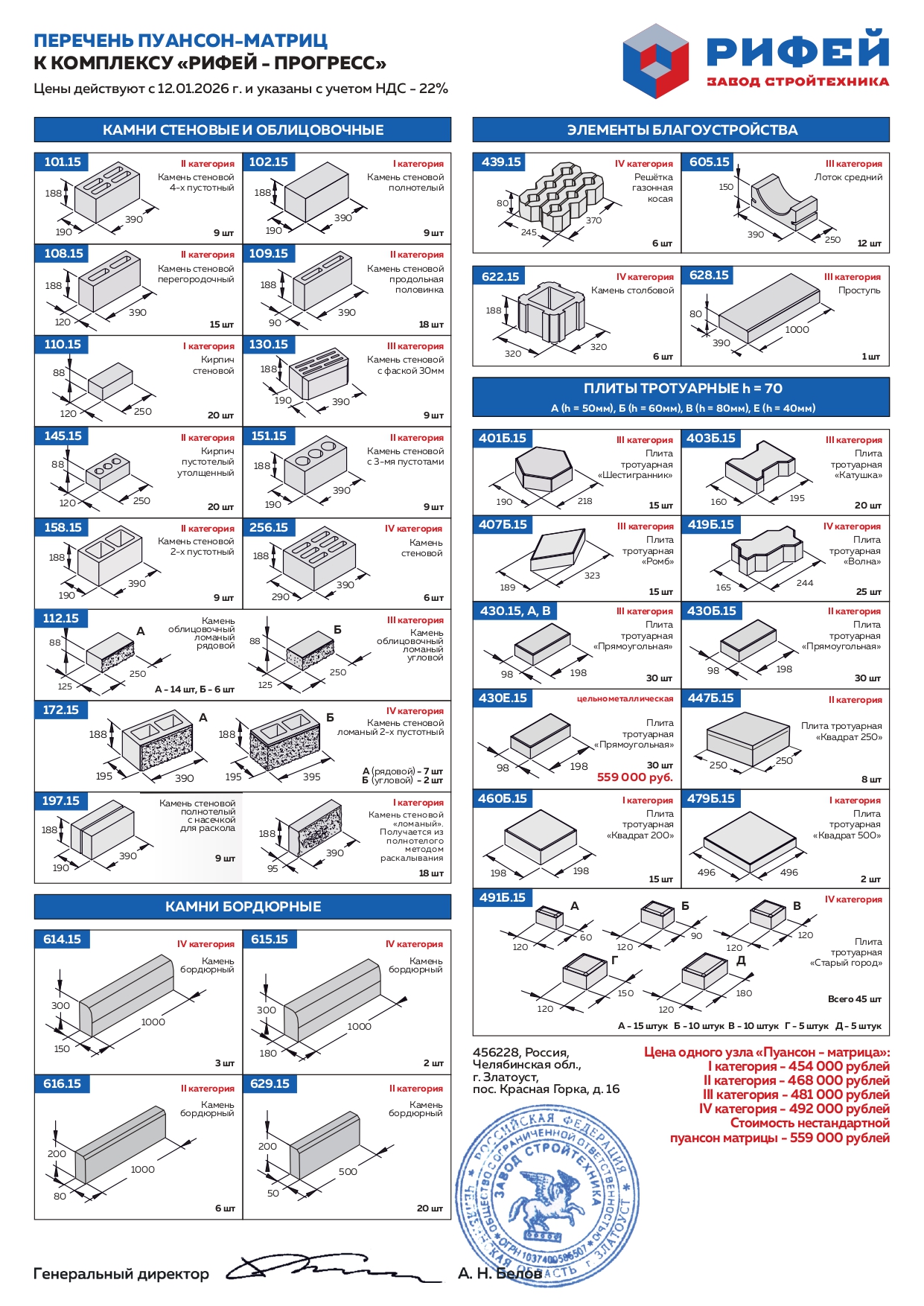
6. Пуансон матрица (1кт)
7. Поддон технологический (1300×750×50 мм) – 10 шт
8. Компрессор СБ4/Ф-270 LB50
9. Пневмошкаф (пневмораспределители, блок подготовки воздуха, блок управления давлением в пневмоподушках прижима матрицы)
10. Бесстелажный подъемник поддонов (2 поддона в ряду)
11. Рольганг
12. Пульт управления бесстелажным подъемником
13. Установка насосная (маслостанция) подъемника (опция)
Профессиональное оборудование для производства.
Максимальная производительность: цикл формования тротуарной плитки 15 секунд, цикл формования стеновых блоков 20-25 секунд, цикл формования дорожных бордюров 30 секунд. За один цикл формуются: 0,6 кв.м. плитки или 9 блоков или 3 бордюра (ГОСТ) стоя.
Автоматический цикл работы и вертикальный подъемник поддонов (бесстеллажная схема) позволяет полностью исключить использование стеллажей и тяжелый ручной труд -свести к минимуму «человеческий фактор».
Для ускорения и улучшения заполнения смесью ячеек матрицы, внедрен активный ворошитель в Модуль загрузки смеси. Отдельный гидравлический привод двигает ворошитель внутри ящика с большой частотой (частота регулируемая).
Для ускорения замены Пуансон матриц, на вибропрессе используется оригинальная, прогрессивная система с пневматическими прижимами для фиксации матрицы и пуансона. Фиксация и расфиксация матрицы и пуансона механизирована и происходит за счет подачи/сброса давления в пневмоподушках.
Благодаря изменению давления в пневмоприжимах матрицы осуществляется изменение амплитуды вибрации. В момент загрузки смеси в матрицу – давление в подушках автоматически увеличивается, в результате чего достигаются оптимальные значения амплитуды вибрации и исключается раскачка матрицы.
В момент формования изделий, когда пуансон давит на смесь - создает дополнительное сопротивление, автоматически давление в подушках уменьшается, и амплитуда вибрации матрицы увеличивается для лучшего уплотнения смеси.
Давление во время загрузки смеси и формования изделий регулируется с пульта управления.
|
№ п/п |
Наименование узла |
Масса, кг |
Мощность, кВт |
Габариты (ДхШхВ), мм |
|
|
1. Блок формующий с системой перемещения поддонов. |
|||
|
1.1 |
Вибропресс (с системой вибрации "Базовая") |
4320 |
22 |
1890х2280х3300 |
|
1.2 |
Модуль загрузки смеси |
1400 |
- |
3000х1950х3100 |
|
1.3 |
Модуль загрузки смеси второго слоя (опция) |
1000 |
- |
3000х1950х2700 |
|
1.4 |
УН-1 Установка насосная формующего блока |
1250 |
41 |
2000х1480х1535 |
|
1.5 |
Пульт управления прессом |
102 |
- |
656х467х1220 |
|
1.6 |
Пульт управления модулями поддонов |
102 |
- |
656х467х1220 |
|
1.7 |
Модуль подачи поддонов |
595 |
- |
7000х1600х715 |
|
1.8 |
Модуль разгрузки поддонов |
420 |
- |
5820х965х1450 |
|
1.9 |
Модуль кантования поддонов |
350 |
0,37 |
4285х1125х605 |
|
1.10 |
Модуль очистки поддонов (опция) |
90 |
0,75 |
1900х265х900 |
|
1.11 |
Компрессор СБ4/Ф-270 LB50 |
180 |
4 |
1590х500х1100 |
|
|
ИТОГО (без учета опций): |
8539 |
67,37 |
|
|
|
ИТОГО (с учетом опций): |
9809 |
68,12 |
|